



Classification: Multi injection
Pays: Taïwan
Téléphone: +886-6-5950688 (6879)
Fax: +886-6-5951129
Personne de contact: Hank Wu, Manager +886-6-5950688 (6879)
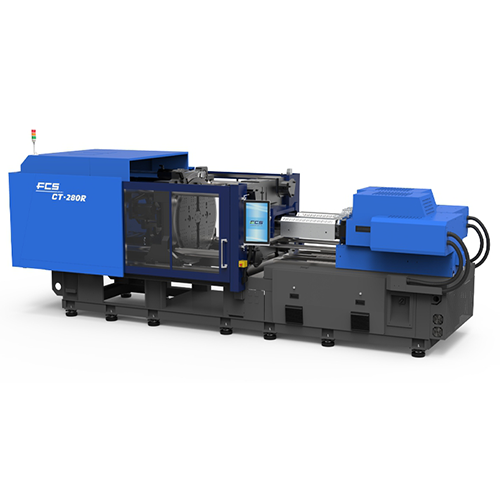
- Le taux de servo-table rotative s'est amélioré de 30% à 50%, ce qui pourrait raccourcir le temps de cycle, rendre la vitesse de commutation plus stable et la précision de positionnement jusqu'à 0,005 °, et rendre les produits de moulage par injection plus précis et stables.
- Les tirants ne sont pas retenus par les plateaux pour réduire la pollution, l'abrasion et la consommation d'énergie, ce qui convient aux produits médicaux.
- Protection contre la basse pression de la pince de moule intelligente, réduit le risque d'écrasement du moule.
- L'adoption d'un servomoteur et de plusieurs barils indépendants pour l'injection réduit considérablement le temps de cycle.
- Le guide linéaire au niveau de l'unité d'injection fait approcher la contre-pression de 0 lors du chargement, réduit le débordement de la matière fondue.
- Les zones de chauffage du baril sont précises à 0,1 ℃ pour assurer une plastification stable du matériau.
La position de la vis est contrôlée à moins de 0,01 mm pour contrôler avec précision la taille du tir et la position du coussin.
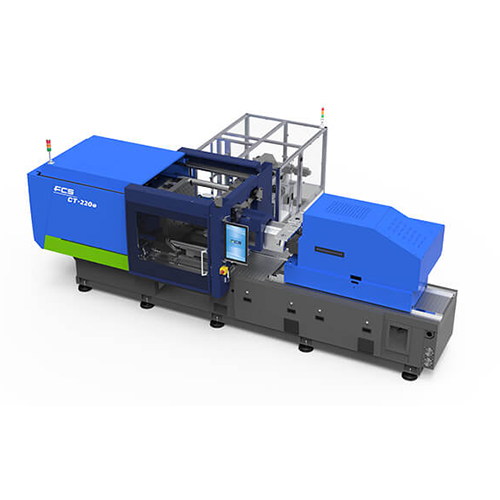
- Le taux de servo-table rotative s'est amélioré de 30% à 50%, ce qui pourrait raccourcir le temps de cycle, rendre la vitesse de commutation plus stable et la précision de positionnement jusqu'à 0,005 °, et rendre les produits de moulage par injection plus précis et stables.
- Les tirants ne sont pas retenus par les plateaux pour réduire la pollution, l'abrasion et la consommation d'énergie, ce qui convient aux produits médicaux.
- Protection contre la basse pression de la pince de moule intelligente, réduit le risque d'écrasement du moule.
- L'adoption d'un servomoteur et de plusieurs barils indépendants pour l'injection réduit considérablement le temps de cycle.
- Le guide linéaire au niveau de l'unité d'injection fait approcher la contre-pression de 0 lors du chargement, réduit le débordement de la matière fondue.
- Les zones de chauffage du baril sont précises à 0,1 ℃ pour assurer une plastification stable du matériau.
La position de la vis est contrôlée à moins de 0,01 mm pour contrôler avec précision la taille du tir et la position du coussin.
Produits connexes / FU CHUN SHIN MACHINERY MANUFACTURE CO., LTD.

Système de moulage de pièces à paroi mince
Solution clé en main d'étiquetage de moules
Moule de préformation
Équipement de préforme PET (série PET)

Machine de moulage par injection servo-hydraulique avancée (série FA)

Agent recherché - Soyez les partenaires mondiaux de FCS

Machine de moulage par injection à deux composants à arbre rotatif (série FB-T)

Machine de moulage par injection thermodurcissable (série HN-U)
Machine de moulage par injection tout électrique (série CT-e)
