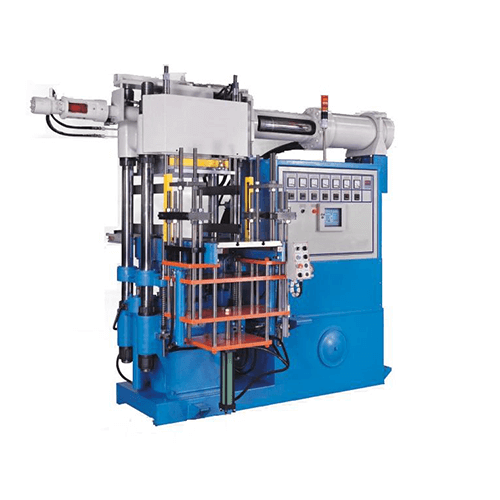
Classification: Machine de moulage par injection en caoutchouc (silicone)
Pays:
Téléphone: 886-37-585326
Fax: 886-37-583363
Personne de contact: Jack Lin
<1. Feeding system:>
Une vis spéciale est utilisée pour obtenir un épuisement optimal du matériau. L'huile de chauffage circule pour éviter le coincement tout en augmentant la vitesse d'alimentation et en stabilisant la température du matériau alimenté.
2. Système d'injection:
Échelle de résistance allemande, et "cc" est utilisé comme unité de mesure. La température est contrôlée par circulation d'huile de chauffage pour obtenir une injection précise.
3. Mécanisme de coureur à froid:
Le système de plaque coulissante est utilisé pour séparer la fonction d'injection et de durcissement. Le composé de caoutchouc froid est utilisé pour l'injection, et le processus de durcissement est sur l'autre plaque pour obtenir un matériau de déchet presque nul après l'injection du moulage.
4. Conception de surveillance:
Conception intégrale pour surveiller le fonctionnement de la machine, la pression, le débit, le panneau d'avertissement et l'enregistrement d'avertissement.
5. Conception de circuit hydraulique:
Le système proportionnel de pression et de débit est conçu pour changer facilement la pression et la vitesse.
6. Système de contrôle électrique:
6-1. La température précise contrôlée utilise des calculs PID, la température peut être ajustée en connectant l'interface homme-machine.
6-2. La fonction d'économie de module comprend la température, la pression / le débit, le temps, la position d'injection, la position ascendante / descendante et les réglages de fonction.
6-3. Système de chauffage: utilisation d'un relais solide SSR avec échauffement rapide sans dépasser la limite.
6-4. Réglage du moule: la fonction de réglage du mode lent est fournie. Simplement appuyer sur la touche haut / bas pour terminer le réglage de la position du moule.
Une vis spéciale est utilisée pour obtenir un épuisement optimal du matériau. L'huile de chauffage circule pour éviter le coincement tout en augmentant la vitesse d'alimentation et en stabilisant la température du matériau alimenté.
2. Système d'injection:
Échelle de résistance allemande, et "cc" est utilisé comme unité de mesure. La température est contrôlée par circulation d'huile de chauffage pour obtenir une injection précise.
3. Mécanisme de coureur à froid:
Le système de plaque coulissante est utilisé pour séparer la fonction d'injection et de durcissement. Le composé de caoutchouc froid est utilisé pour l'injection, et le processus de durcissement est sur l'autre plaque pour obtenir un matériau de déchet presque nul après l'injection du moulage.
4. Conception de surveillance:
Conception intégrale pour surveiller le fonctionnement de la machine, la pression, le débit, le panneau d'avertissement et l'enregistrement d'avertissement.
5. Conception de circuit hydraulique:
Le système proportionnel de pression et de débit est conçu pour changer facilement la pression et la vitesse.
6. Système de contrôle électrique:
6-1. La température précise contrôlée utilise des calculs PID, la température peut être ajustée en connectant l'interface homme-machine.
6-2. La fonction d'économie de module comprend la température, la pression / le débit, le temps, la position d'injection, la position ascendante / descendante et les réglages de fonction.
6-3. Système de chauffage: utilisation d'un relais solide SSR avec échauffement rapide sans dépasser la limite.
6-4. Réglage du moule: la fonction de réglage du mode lent est fournie. Simplement appuyer sur la touche haut / bas pour terminer le réglage de la position du moule.
| TYPE | 100 tonnes | 200 TON & nbsp; & nbsp; | 300 tonnes | 400 TON & nbsp; & nbsp; & nbsp; 500TON |
| Course (millimètre) | 400 | 500 | 600 | 600 & nbsp; & nbsp; & nbsp; & nbsp; & nbsp; & nbsp; 600 |
| Table de travail(mm) | 450 x 450 | 503 x 508 | 580x600 | 700x700 & nbsp; & nbsp; & nbsp; 950x950 |
| Plaque chauffante supérieure(mm) | 450 x 450 | 503 x 508 | 580x600 | 700x700 & nbsp; & nbsp; & nbsp; 950x950 & nbsp; |
| Radiateur inférieur Plater(mm) | 460x460 | 495 x 508 | 580x600 | 700x700 & nbsp; & nbsp; & nbsp; 950x950 & nbsp; |
| Plaque d'entrée de moules(mm) | 460x500 | 490x570 | 581x660 | 704 x 760 & nbsp; & nbsp; & nbsp; 959x1010 |
| Diamètre du piston(mm) | 250 | 350 | 450 | 500 & nbsp; & nbsp; & nbsp; & nbsp; & nbsp; & nbsp; 560 |
| Capacité d'injection(cc) | 1000 | 1500 | 3000 | 4000 & nbsp; & nbsp; & nbsp; & nbsp; & nbsp; 5000 |
Chauffage électrique (KW) | 12 | 16 | 18 | 25 & nbsp; & nbsp; & nbsp; & nbsp; & nbsp; & nbsp; & nbsp; 35 |
| Moteur (HP) | dix | 15 | 20 | 20 & nbsp; & nbsp; & nbsp; & nbsp; & nbsp; & nbsp; & nbsp; 25 |
| Puissance totale (KW) | 19,5 | 27 | 33 | 40 & nbsp; & nbsp; & nbsp; & nbsp; & nbsp; & nbsp; & nbsp; 68 |
| Taille | ||||
| Méthode d'ouverture du moule | 0RT: croissant / décroissant & nbsp; & nbsp; & nbsp; & nbsp; & nbsp; | |||
| 1RT: Moule coulissante In / out & nbsp; & nbsp; & nbsp; & nbsp; & nbsp; & nbsp; & nbsp; | ||||
2RT: éjecteur avant pour plaque de moule supérieure 3RT: éjecteur avant pour plaque de moule supérieure et intermédiaire 4RT: 3RT avec un vérin hydraulique en bas | ||||